
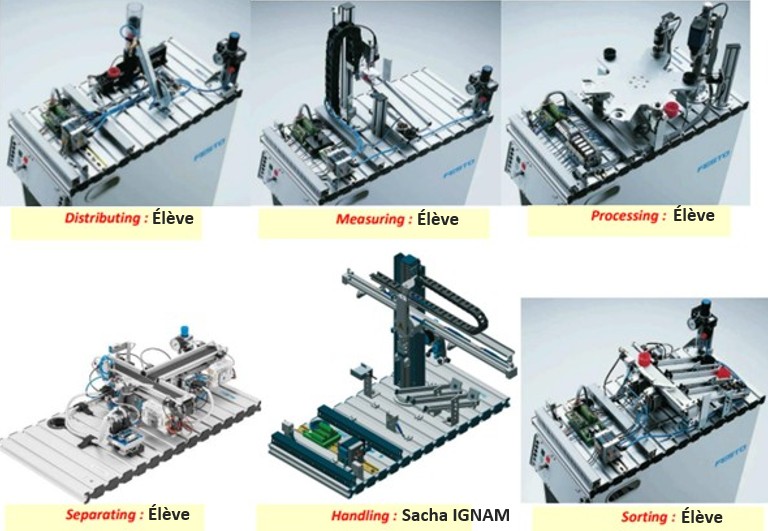
Cahier des Charges
Le cahier des charges est un document qui définit les besoins et les exigences d’un projet. Il sert de référence tout au long du projet pour s’assurer que les
objectifs sont atteints. L ecahier des charges de ce projet se divise en 2 parties. La première partie regroupe : la pré-étude, les spécifications techniques,
le délai, le coût du projet etc. . Alors que la seconde partie abordent la partie automatisation des maquettes, qui comprend le gemma, IHM et programmation des API.

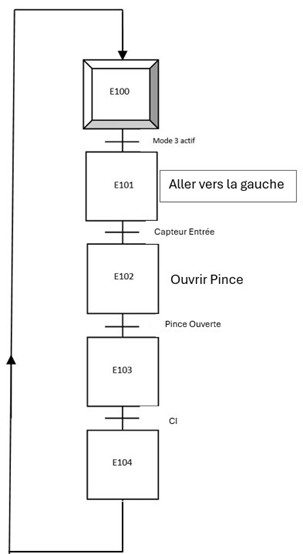
Conditions Initiales
Le grafcet d’initialisation permet de mettre à l’état initial la maquette, il effectue un test de tous les capteurs et actionneurs pour vérifier le bon
fonctionnement et réunir les conditions initiales pour commencer la production. Tant que les conditions initiales ne sont pas réunies, la production ne peut
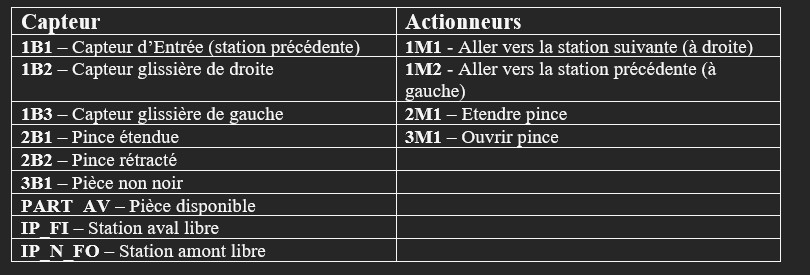
donc pas commencer.Pour la maquette de Manipulation les conditions initiales sont les suivantes :
• Bras à gauche (station précédente) (%I0.1)
• Pince en haut (%I0.5)
• Pièce non disponible (%I0.0)
• Pince ouverte (%Q0.3)
N’ayant pas de capteurs indiquant que la pince est ouverte il a fallu utiliser l’actionneur.
Vous retrouverez ci-contre sous forme de ladder et de grafcet les conditions initiales pour la station Handling
Gemma
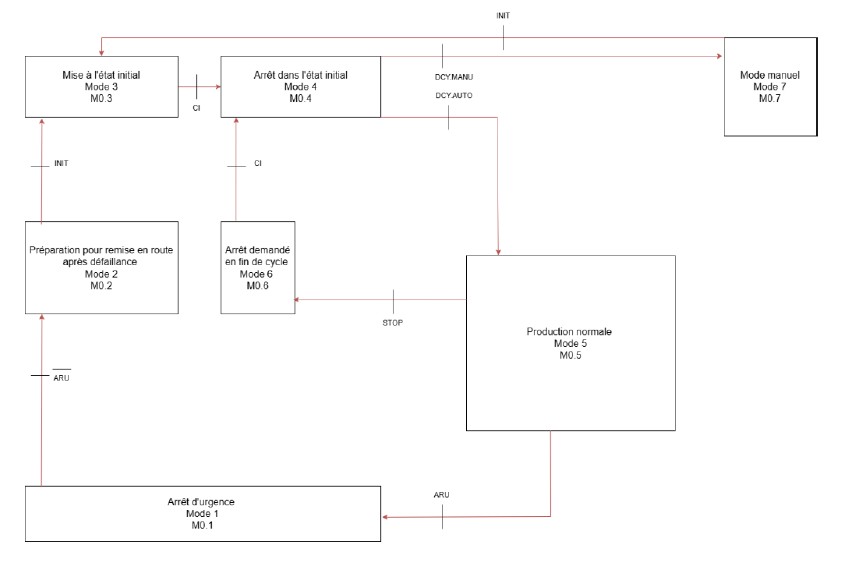
LeGuide d’Étude des Modes de Marches et d’Arrêt a besoin de 7 modes dont un mode d'arrêt d'urgence, un mode manuel, un mode de production normal, etc.
Pour ces 7 modes on utilise les mémentos M0.1 à M0.7.
Le GEMMA a également besoin de 6 commandes.
• ARU : demande arrêt d’urgence (mode 1)
• INIT : demande mise à l’état initial (mode 3)
• DCY : démarrer le cycle (mode5 ou 7)
• AUTO : démarrer le cycle en automatique (mode 5)
• MANU : démarrer le cycle en manuel (mode 7)
• STOP : demande d’arrêt en fin de cycle.
• On utilise ici les mémentos M1.0 à M1.6.
Voici une représentation du GEMMA.
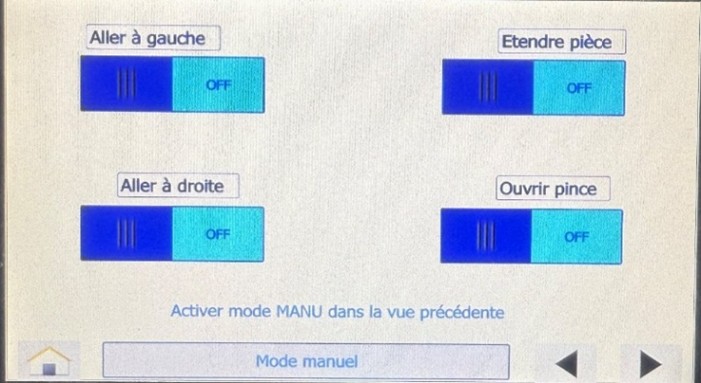
Interface Homme Machine
L’Interface Homme-Machine est comme son nom l’indique l’écran qui permet de relier l’homme avec la station. En effet c’est un écran tactile qui a pour but
de commander la machine. Dans le cahier des charges, il nous a été demandé 3 écrans donc 1 en option.
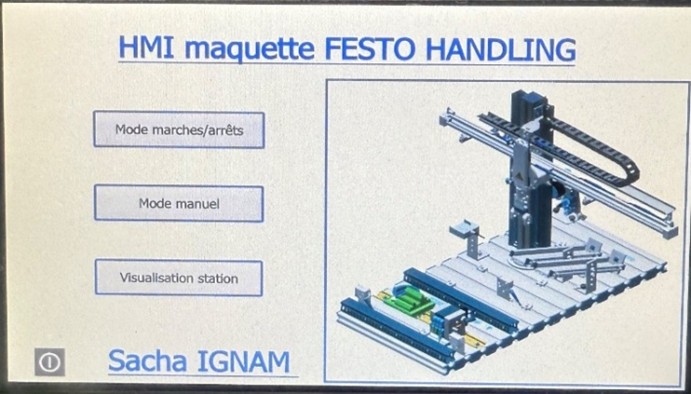
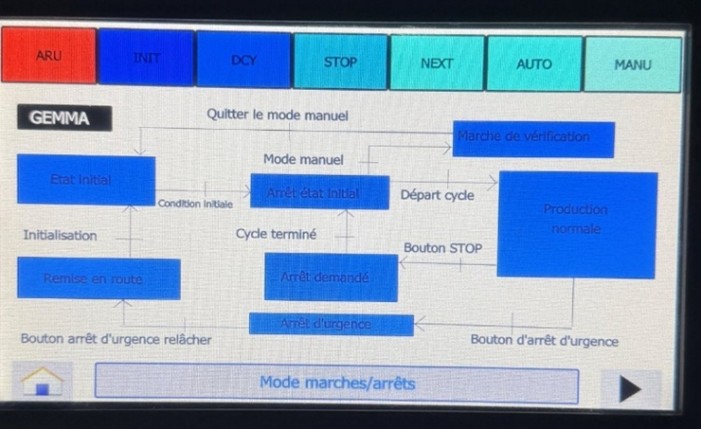
L’écran 1 permet à l’utilisateur de visualiser parmi
l’ensemble des modes celui qui est actif et de choisir le mode voulu grâce aux 6 commandes énumérées précédemment.
L’écran 2 permet à l’utilisateur de choisir
l’actionneur à commander dans le mode manuel.
L’écran 3 permet à l’utilisateur de visualiser les mouvements de la station pendant le mode automatique et de
naviguer vers les autres écrans.
Voici ci-contre l'écran 1 et 2 de l’HMI de la station de Manipulation.
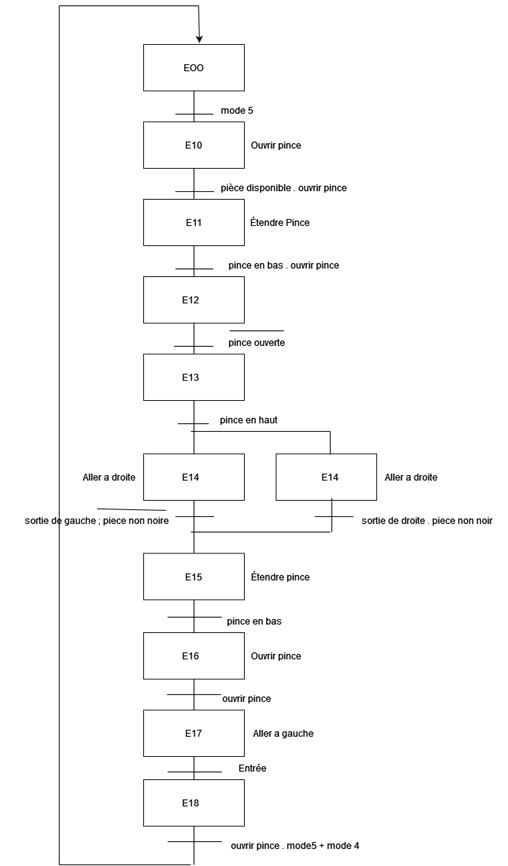
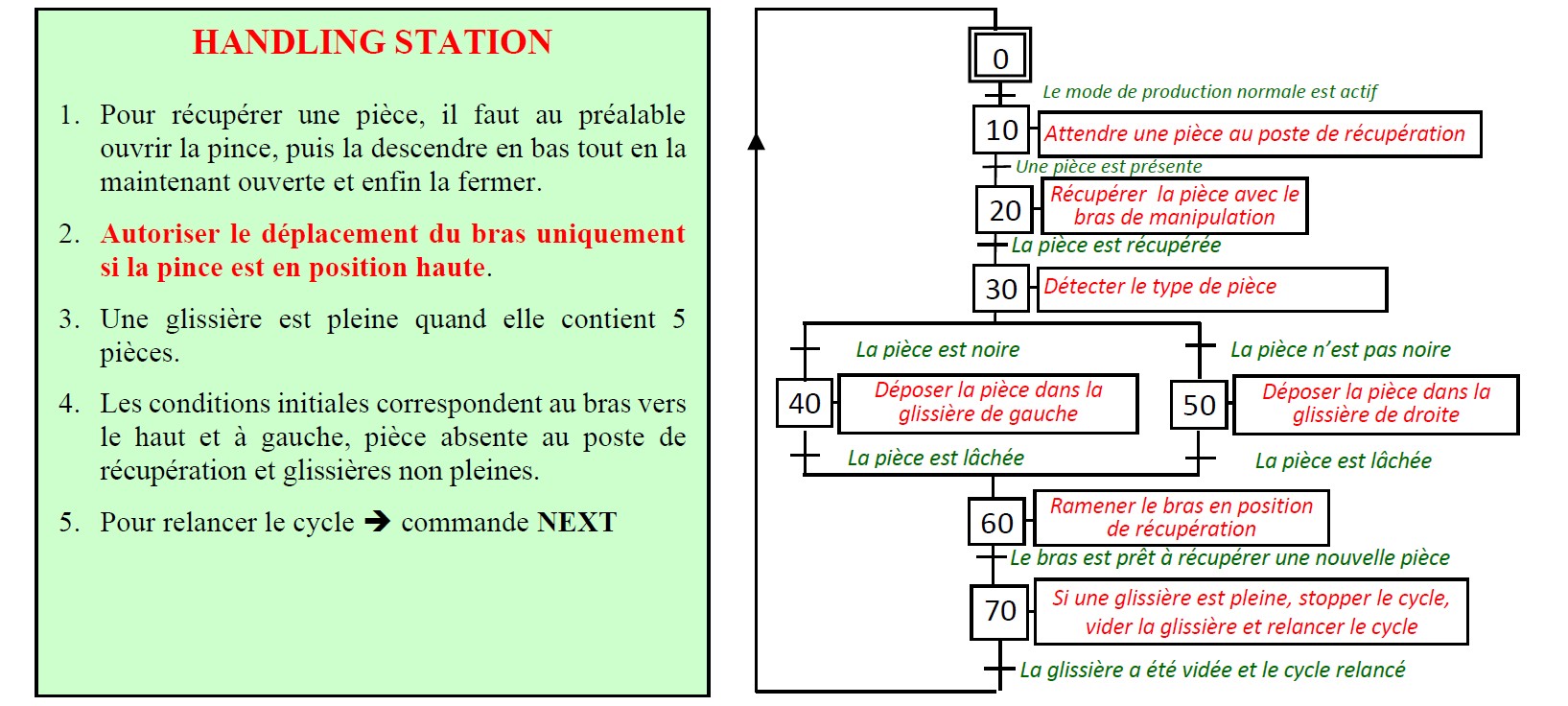
Production Normale
J’ai d’abord réalisé le GRAFCET de production normale, puis je l’ai implémenté sous TIA Portal en Ladder à l’aide de bobines SET et RESET pour respecter la séquence définie. Un problème est apparu : les glissières pouvaient se remplir sans qu’aucun capteur ne détecte leur saturation. Après avoir déterminé qu’elles pouvaient contenir 6 pièces chacune, j’ai créé un bloc fonctionnel « Compteurs » intégrant deux compteurs. Ceux-ci s’incrémentent à chaque rangement d’une pièce et arrêtent la production une fois 6 pièces atteintes. La production reprend uniquement après réinitialisation complète via le bouton NEXT.
Conclusion
Malgré les difficultés rencontrées par les différents membres et la contrainte lié au peu de séances mise à disposition à cause de l’alternance Nous avons donc
réussi tant bien que mal avec mes 5 partenaires techniciens a terminé nos stations et donc faire fonctionner la chaîne de production dans son ensemble. Vous
pouvez trouver une vidéo de notre chaîne de production ci-dessous.
Ce projet nous aura donc permis d’acquérir de nombreuses compétences et de valider les
compétences Concevoir, Vérifier et Intégrer.